
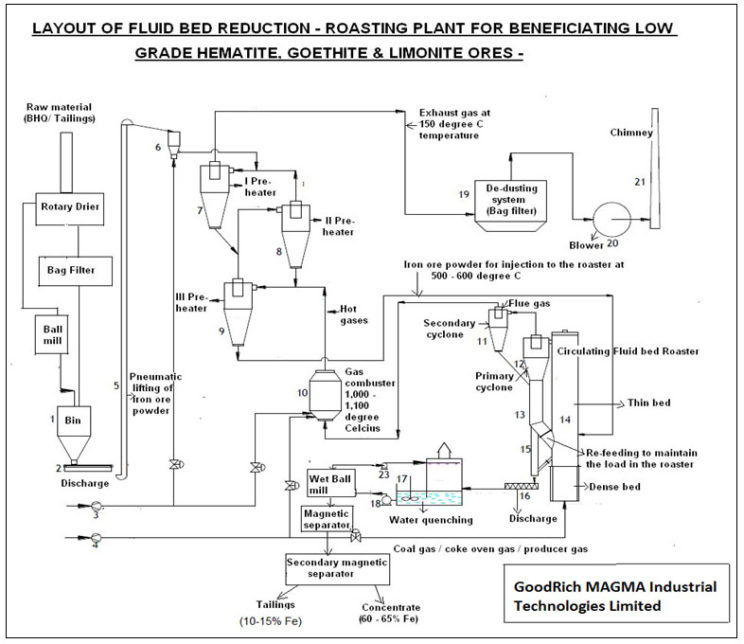
Wet beneficiation of low grade iron ores, or tailings of 35-54% Fe grades in the fluidised bed reduction-roasting plant & subsequent pelletisation in the vertical shaft kiln
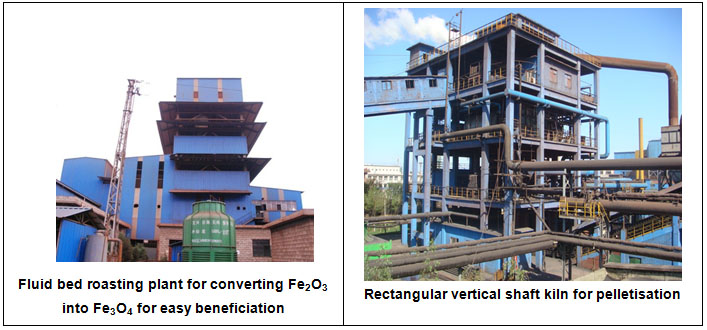
GoodRich offers a new technology from China, which can beneficiate low grades of hematite / limonite / goethite ores (including BHQ & BHJ) and also recover the left-over tailings from the conventional beneficiation plants, by converting them into magnetite ores, using the fluidised bed reduction-roasting method. Once the iron ore becomes magnetite, it is much easier to beneficiate & pelletise it.
The efficiency of iron recovery is 90-95% (as against 70-75% in the conventional beneficiation plants) & the left-over Fe in the tailings is only 10-15% (as against 35-45% in the conventional beneficiation plants).
In the process, low grade iron ores are dry-ground, preferably to their liberation size & passed through a fluidized bed roaster. The process uses coal gas for pre-heating & for partial reduction. Hematite / limonite / goethite ores get converted into magnetite ore in 1-10 minutes depending on the size of iron ore, at temperatures of 500-600 degree C. The left-over heat, after reduction, is utilized for 3 stage pre-heating of iron ore.
After being converted into magnetite, the ore is quenched in water & passed through low gauss magnetic separators, to reach 60-65% Fe grades. If the silica content is high, floatation process may also be employed.
Coal consumption is 90 kgs per ton of raw material (60 kgs by way of coal gas for reduction & 30 kgs by way of heat for drying). Power consumption is 40 KWh per ton for dry grinding in the ball mill (or 28 KWh in Raymond mill) and 20 KWh for other processes. The available plant capacities are from 200,000 tons to 1,000,000 tons per year, based on the input. After 50 years of research in this area, China has built the first plant of 200,000 tons per year, which is currently running well.
The apparent disadvantages of the above process are – in addition to iron ore, coal is also needed & the capital investment on the beneficiation plant is comparatively high. However, looking at the fact that the recovery is higher& subsequent pelletisation needs lower capital investment and has lower production cost, reduction-roasting technology can be the future of beneficiation & pelletisation in India.
Tailings from the existing beneficiation plants can also be re-beneficiated, using this process.
Re-beneficiation of iron ore tailings from the conventional beneficiation plants
The hematite ore (Fe2O3) is always associated with limonite & goethite ores, which cannot be attracted by high gauss magnetic separators in the conventional beneficiation plants. Such tailings have 30-50% left-over Fe, which is a waste of natural resources. Large quantities of tailings are also environmentally hazardous, as they occupy more space & cause heavy metal contamination in the ground water.
Such tailings can be re-beneficiated, using the fluidised bed reduction-roasting technology & employing both pyro-metallurgical (reduction-roasting) & hydro-metallurgical (low gauss magnetic separation) processes. After re-beneficiation, the secondary tailings will have only 10-15% left-over Fe. These can be sold to the cement factories (when alumina contents are high in the tailings) or used for clay brick making.
Subsequent pelletisation of magnetite ore is much easier, using the most economical vertical shaft kiln. Such pellet plants are available from 100,000 to 600,000 tons per year in China.
Iron ore pelletisation, using vertical shaft kiln
Pelletisation is the process of formation of green balls (9-16 mm) by rolling the iron ore powder with a small quantity of binder & hardening the same by heat treatment in oxidizing conditions, up to temperatures of 1,250-1,350°C. As a result, binding occurs & sufficient pellet strength is developed. The process includes feed preparation (grinding & pre-drying), mixing with the binder, balling by a disc pelletiser & hardening by drying, pre-heating, firing & cooling. Magnetite ore concentrate gets re-converted into hematite ore in the pelletisation, as it is an oxidation process. The hardening of pellets can be done by the vertical shaft kiln or travelling grate furnace cum rotary kiln.
The vertical shaft kiln needs lower investments &is suitable for small capacities of 100,000 tons to 600,000 tons per year. The thermal efficiency of today’s vertical shaft kiln is equal to or better than that of the chain grate furnace cum rotary kiln.
Following are the technical parameters of the vertical shaft furnace pellet plants from China–
| Description | Parameters | |
| 1) | Daily output | Standard plants of 300 tons /500 tons /800 tons /1,000 tons /1,200 tons / 1,500 tons /1,800 /2,000 tons per day |
| 2) | Bentonite requirement | 2% |
| 3) | No. of working days in a year | 330 |
| 4) | Compression strength of the pellets | > 2,000 (N/each pellet) |
| 5) | Tumbler index | > 88% |
| 6) | Ferrous oxide (FeO) | > 2 |
| 7) | Energy consumption using 6,000 kcal/kg coal | 30 kg /ton of pellet |
| 8) | Water requirement | 0.06 tons / ton of pellet |
| 9) | Electricity | 33 KWh/ton of pellet |
| 10) | Capital investment | Rs. 1,000-1,500 per annual ton, depending on the plant capacity |
Advantages of pelletisation
Pellets are in high demand in the international markets, fetching a premium price, as they are ideal for blast furnace applications.
- When used in the rotary kiln, pellets reduce the iron ore requirement to 1.45 tons per ton of sponge, reduce the travelling time and increase the sponge output by 20-25%, reduce coal consumption by 15-20% and improve the metallization rate to 86-88%. Hence, they are sold at a premium price in the domestic market also.
Investments on vertical shaft kiln pellet plants are approximately 50% of the investments on chain grate furnace cum rotary kiln type pellet plants. The cost of making pellets will be only Rs. 750 per ton in the vertical shaft kiln, as against to Rs. 1,500 per ton in the chain grate furnace.
The investment on a 4,00,000 tons per year reduction –roasting beneficiation plant, combined with 2,50,000 tons vertical shaft kiln pelletisation plant will be Rs. 75 crores & the estimated turnover is Rs.150 crores. Larger capacity plants of 1,000,000 tons per year of beneficiation & 600,000 tons per year of pelletisation need Rs. 150 crores of investment, with a turnover potential of Rs. 360 crores. The payback periods on these investments are 2-3 years.
Beneficiation by reduction-roasting plant & pelletisation by vertical shaft kiln pellet plant is the most economical & practical solution for utilizing the low-grade iron ores/ tailings.
![]()