
Processing of red mud from alumina production in MAGMA
In the Bayer production of alumina, red bauxite sludge is produced as a by-product, which is a fine substance of the following composition, %
| Fe2O3 | Cao | SiO2 | Al2O3 | MgO | TiO2 | S | P2O5 | Na2O |
| 40-55 | 8-11 | 5-15 | 14-16 | 0.5-1.4 | 2-5 | up to 2 | 0.2-0.5 | up to 2 |
Moisture content in such product is 40-60%.
For absence of efficient processing technologies, the main mass of red mud is not used and is stock-piled in special sludge storages that affect the environment badly. More than 100 million tons of red mud has been accumulated in Russia to date.
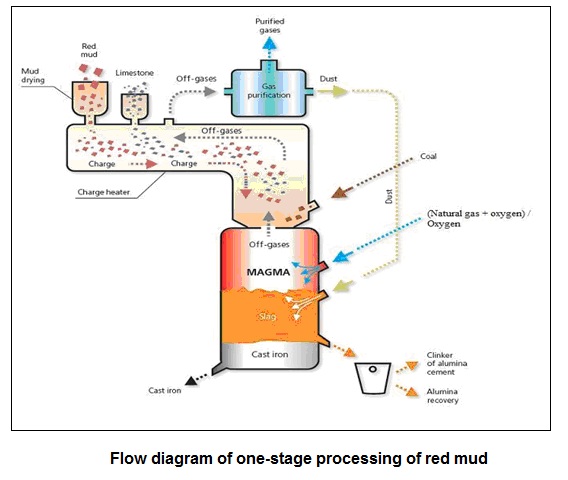
The smelting unit MAGMA is applicable for pyro metallurgical processing of red mud by the method of liquid-phase reduction of iron oxides by carbon in one-stage process (Fig. 8), or by two-stage process, in combination with electrical arc furnace.
The heat recovered from the body of the unit by the liquid-metal coolant is used for dewatering (drying) of initial red mud.
Partially dried mud fed to the unit is smelted in a liquid slag bath. Iron oxides contained in red mud are reduced by carbon (coal) fed to the surface of the molten mass. Reduced iron in the form of cast iron settles down to the bottom of the unit. Composition of the re-smelted and reduced slag is adjusted by adding fluxes according to the type of its further use.
Cast iron, raw material for additional recovery of alumina or clinker for production of alumina cement are the products produced in the one- stage route of red mud processing.
In the two-stage process, ferro-silicon can be produced in addition to the above-mentioned products.
Processing of red mud by MAGMA is a completely waste-free technology, because the dust captured in the gas treatment system is recuperated by injectors to the smelting chamber of the unit to the molten slag.
Production capacity of the standard model of MAGMA for processing red mud dried to moisture content 15% is 200,000-250,000 tons per year.
Up to 0.35 tons of cast iron and up to 0.5 tons of alumina clinker can be produced out of 1 ton of processed red mud.
Specific consumption of energy carriers for processing of 1 ton of red mud:
- Reduction coal up to 200 kg;
- Natural gas up to 50 Nm3 or thermal coal up to 100 kg;
- Technical oxygen up to 100 Nm3.
Click here for all other applications of MAGMA
![]()