
Dry beneficiation of contaminated iron ore fines (0-2 mm sizes), using a very high gauss rare earth rare earth dry magnetic separator
GoodRich offers dry beneficiation plants to up-grade the contaminated hematite iron ores. In the dry beneficiation process, iron ore is ground to 0-2 mm size. After screening, the fines are passed through a very high gauss rare earth magnetic separator (up to 8,000 gauss). A demo plant has been set up & experiments on many types of raw materials were carried out in the last 5 years, which has proven that up-gradation from 50-52% Fe to 56-60% Fe is possible. The non-mag contains 20-40% Fe.
The technology is also suitable for pre-separation of contaminants such as silica & alumina from the ore, to improve the performance of wet beneficiation plants.

If the iron ore has a high percentage of inherent moisture (above 4%), it is desirable to dry the same using a rotary drier, before dry magnetic separation.
The dry beneficiation process can also be used for up-grading contaminated iron ore lumps of 5-20 mm size, after screening. All the contaminants by way of BHQ & iron-stones can be separated from high grades of iron ore. At present, such contaminants from the iron ore lumps can be separated only after making sponge iron in the rotary kiln.
When the particle size of the contaminated ore is 0-2 mm, dry magnetic separation can be employed in 2 stages. In the first stage, iron ore is screened into 0-1 mm & 1-2 mm sizes & both of these materials are separately fed to the magnetic separator. The non-mag portion of 1-2 mm is crushed again to 0-1 mm size & re-fed into the magnetic separator. This will help to extract the maximum Fe from the iron ore & to reduce the Fe lost in the non-mag.
One of the experiments in the demo plant has shown that when 54% Fe grade of iron ore is fed to the first magnetic separator, the grade improved to 57% & the non-mag had 50% Fe. When this non-mag was ground to 0-1 mm & fed again, the second magnetic portion yielded 56% Fe & the second non-mag had only 30% Fe. The recovery after the first magnetic separation was 55% & after second magnetic separation was 34%. The second non-mag was only 11% of the total.
When the iron ore was ground to 100 mesh size in an experiment, it was found that the non-magnetic portion had only 15% Fe.
Dry beneficiation has lower investment & lower operating costs. It can substitute or support wet beneficiation in water-scarce areas. However, the final recovery depends on the liberation size, external contamination by way of stones, BHQ & also the fineness of iron ore.
Since dry beneficiation can increase the Fe grade by 4-8% only, it is recommended to use original iron ore grades of more than 50% Fe. Dry beneficiation is also helpful in up-grading the Fe content of iron ore fines for subsequent briquetting.
In the sponge iron industry, the dry beneficiation plant can efficiently separate the iron-containing stones & coal from char & dolochar. The left-over iron particles in the selected char will be less than 1%.
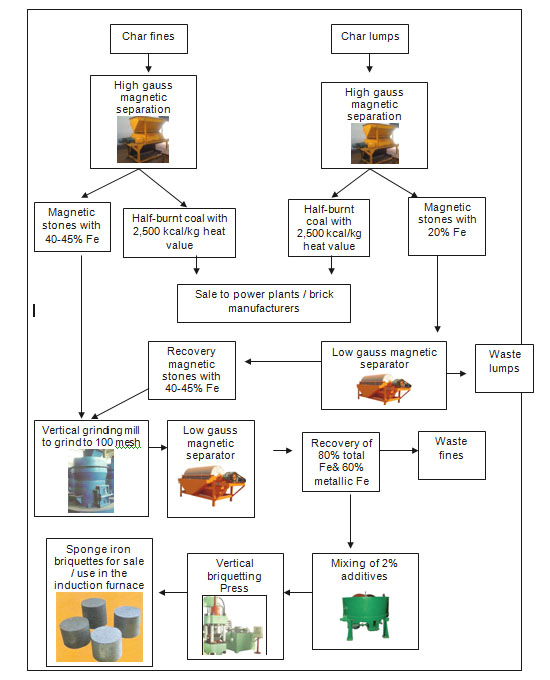
Scheme for utilization of char fines & char lumps in a sponge iron plant
![]()