
Dry beneficiation of iron ore, manganese ore, chrome ore and metallurgical slags (5 to 100 mm size), using sensor-sorter technology
GoodRich offers sensor-sorter technology for dry beneficiation of lumpy ores, from Ukraine.
The traditional technologies based on gravitational and magnetic methods to beneficiate the raw materials are not always able to provide the required concentrates, due to different physical characteristics and composition of the raw materials. On the other hand, sensor-based technology can measure the electrical and physical characteristics of each individual lump of raw material such as –
– Thermal & magnetic conductivity;
– Magnetic susceptibility (ability to penetrate);
– Surface & dielectric properties.
The process–
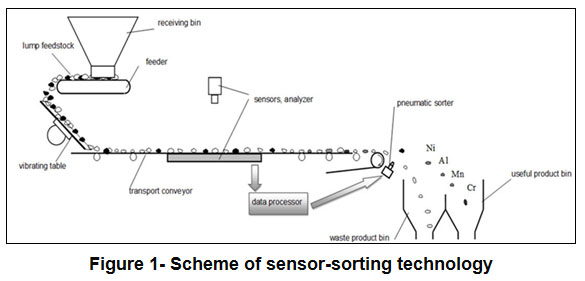
The feed lump material is fed into the receiving bin. It is accumulated there and fed by the feeder onto the vibrating table. The vibrating table forms a monolayer of the material and feeds it onto the belt of transport conveyer. The moving material on the conveyor is controlled; the parameters for separation of lumps are fixed and analyzed. By means of special software, the processor processes the data and generates a control signal for a pneumatic sorting device. The sorting device with its air jets beats away the lumps selected. Thus, two streams of material are formed: the “gangue” and the “useful” ones. The efficiency of this electronic separation is 97%.
The speed of the travelling belt is 2 metres per second. In the sensors, the travelling time & the location of the identified material are programmed and calculated in milli-seconds. The machine also senses the size of the material and depending on the size, 1 or 2-3 jets open-up to separate the material, by blowing the compressed air.
Commercial plants based on sensor-sorter technology have already been established for manganese ores & also for the recovery of silico manganese & ferro manganese from metallurgical slags of the submerged arc furnace.
How it works-
For how it works, please see the following scheme:
Sensor sorter plant can use the lumps of 5-10 mm, 10-20 mm, 20-40 mm or 40-80 mm. Depending on the feed-stock fraction, the plant capacities range from 5 tons per hour to 42 tons per hour (based on the bulk density of 1.4 tons/m3).
The variants of images of ore samples in the visible light (on the left) and infra-red radiation (on the right) are given below –
Example – Manganese ore, Ghana, Africa –
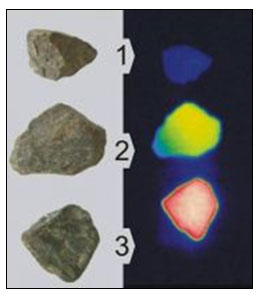
Sample 1 – Mn=32.1%, Fe=0.8%;
Sample 2 – Mn=32.4%, Fe=8.1%;
Sample 3 – Mn=26.3%, Fe=13.5%;
Table 1 – Recovery of commercial ore with ratio Mn:Fe ratio = 6 : 1, Mn ≥ 35% –
| Sl. No. | Feed ore, % | Dressed ore,% | Tailings, % | |||||||||
| Mn | Fe | SiO2 | Input | Mn | Fe | SiO2 | Output | Mn | Fe | SiO2 | Output | |
| 1 | 27.9 | 10.9 | 25.5 | 100 | 35.2 | 5.5 | 29.9 | 78.1 | 7.2 | 31.4 | 22.8 | 21.9 |
| 2 | 28.5 | 14.9 | 18.3 | 100 | 35.4 | 6.4 | 16.4 | 59.5 | 15.1 | 36.4 | 20.7 | 40.5 |
Table 2 – Recovery of commercial ore with Fe=56%, while sorting hetite-hematite-martite iron ore of “Arcelor Mittal KriviyRih plant”-
| Sl. No. | Feed ore, % | Dressed ore,% | Tailings, % | ||||||
| Fe | SiO2 | Input | Fe | SiO2 | Output | Fe | SiO2 | Output | |
| 1 | 54.03 | 15.44 | 100 | 56 | 11.8 | 91.3 | 28.2 | 53.6 | 8.7 |
| 2 | 49.21 | 19.24 | 100 | 56 | 11.9 | 51.3 | 40.2 | 29.1 | 48.7 |
| 3 | 45.29 | 24.69 | 100 | 56 | 12.1 | 37.4 | 41.8 | 26.4 | 62.6 |
Thus, sensor-sorter technology allows to accurately controlling the quality of dressed ore by dry methods of separation. Application of sensor-sorter technology enables to solve the different tasks, such as maximum recovery of the separated element, maintenance of the required ratio between the two elements and other optimization issues.