
Pyrolysis gasifier to produce heat & electricity from multi-fuel wastes, from Russia
GoodRich offers pyrolysis-gasifiers from a Russian company, which has supplied 5 such gasifiers, capable of producing heat & electricity from a wide range of low-carbon wastes such as –
1) Wood & wood wastes
2) Coal & coal wastes including the tailings of coal beneficiation plants
3) Rubber, plastic, leather, tyre, textile, paper & board wastes
4) Wastes of animals & birds, including dead animals
5) Biological wastes, including sewage sludge
6) Agricultural wastes of different types
7) Municipal wastes including RDF (Refuse-derived fuel)
Any feed stock with a minimum heat value of 2,000 kcal per kg & up to 30% moisture can be used in the process. If the moisture is higher & if the heat value is lower, the manufacturer can design special gasifiers. Ash content up to 30% is acceptable in the feed stock. Since it is a high -temperature gasifier, ash fusion temperature of the feed stock should be above 1,200°C (except coal, all the above wastes have high-ash fusion temperatures).
The technology of pyrolysis-gasifier was developed in Russia with 15 years of research & development, using a 2 stage process of oxidation & recovery-reaction.As a result, all the wastes become syngas. A part of the energy is used for evaporation of excess moisture. The raw material size can be from 2-3 mm minimum &up to 3,000 mm maximum. The thermal efficiency of the gasifier is 85%. The fuel gas composition includes –
H2 – 14-20% v/v
CO – 14-20% v/v
CO2 – 8-12% v/v
H2O – 5-10% v/v
N2 – 48-54% v/v
CH4 – 1-6% v/v
Heat value – 1,050-1,300 kcal /m3 (average heat value – 1,200kcal/m3)
Advantages of the gasifier system are –
– Very low requirements of the fuel quality. It is possible to use almost any type of combustible wastes;
– Fully autonomous;
– Container design; &
– Solves the problem of waste utilization.
The syn- gas can be used for the following purposes –
1) To provide heat for steam boilers, kilns, furnaces& in all other applications where traditional gasifiers are used. After burning, the gas temperature reaches 800-900°C.
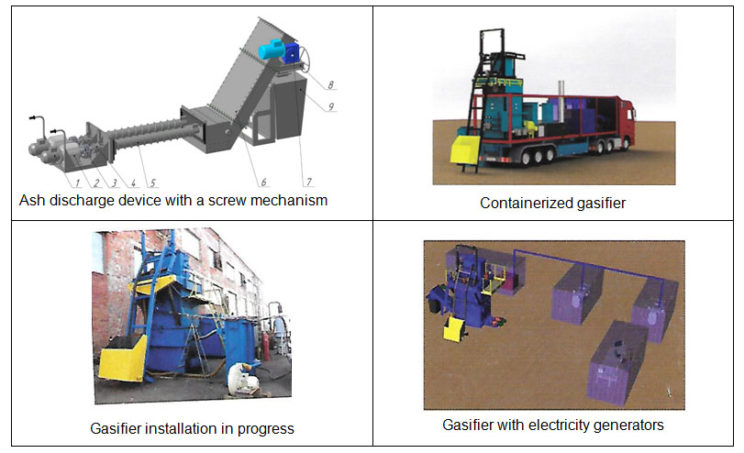
2) For power generation, using –
a) Producer gas-fired electricity generators; or
b) Diesel-fired electricity generators after modification by the Russian engineers. Modified diesel generators can run with 15-20% diesel & 80-85% gas.
The Russian company offers pyrolysis-gasifiers in the following capacities–
| Feed stock per hour | Gas out-flow | If thermal power | If electricity generation | |
| – | 80-100 kgs | 140-150 m3 | 200 KWh | 60 KWh |
| – | 250-300 kgs | 425-500 m3 | 600 KWh | 180 KWh |
| – | 1,250-1,500 kgs | 2,100-2,200 m3 | 3,000 KWh | 1,000 KWh |
The equipment supply includes –
- Gasification unit, along with- a) Raw material supply unit, elevator; b) Ash unloading device; c) Reactor ignition device; & d) Heat exchange device.
- Burner for low-calorific value gas; &
- Gauge panel, reactor control panel.
The Equipment price for 600 KWh gasifier-reactor is 95,000 Euros for making hot gas (without gas burner) & 140,000 Euros for making cooled & clean gas, suitable for gas engines. Similarly, 3,000 KWh gasifier costs 210,000 Euros for making hot gas (without gas burner) & 310,000 Euros for making cooled gas. The gas cleaning equipments include scrubber, condenser, heat exchanger & filter.The gasifier is already containerized to facilitate transportation.
The gas temperature at the outlet of the reactor is around 500°C. For gas cooling, the hot gas enters the air-cooled heat exchanger, where gas is cooled & cleaned. Once ignited, the gasifier works continuously for 1-4 months, depending on the fuel & the time required for maintenance is 3 days. To ensure continuous operation, the ash discharge zone is equipped with a screw mechanism with a hydraulic lock, to extract ash from the reactor. The gasifier is a sealed unit where all the processes are carried at nearly atmospheric pressure. The temperature of the reaction zone reaches 1,000°C.
The gasification process occurs with a lack of oxygen in a stationery bed of solid fuel that enables a wide size-distribution of solid fuels ranging from the particle size of saw dust to big chunks of up to 3,000 mm. The gasification process is due to the internal heat released during oxidation reactions & due to the absorption of this heat in reduction reactions. The efficiency of the process is 85%. Major parts of the gas are H2& CO and no toxic elements are formed. Acid gases such as H2S & HCl are easily neutralized by simple methods.
The reactor is hard-lined with refractory bricks to provide high heat inertia. It can operate steadily from 20% to 100% capacity. It can be kept in hot-standby position for 12-36 hours. The ash removal is manual or through a screw conveyor, depending on the configuration.
Since the gasification occurs at high temperatures, there is no heavy-metal contamination in the ash. The slag-ash residues can be used as construction materials. The harmful emissions are significantly lower than the standard. NOx content is approximately 2 times lower than the normal.
The gasifier needs less electricity i.e., 15 KW in 600 KWh Model or 60 KW for 3,000 KWh model. The gasifier can run for more than 7,500 hours in a year. It requires only 2 people to operate – one for supervision & the other for loading. The area needed for the gasifier complex is only 500 sq. metres. It can be assembled fast & dismantled for transportation. All assembly blocks are placed into the dimensions of a sea container.
The burnt gas from the gasifier meets the emission norms of Russian & European regulatory authorities.
![]()